
भाषा
उत्पाद खोज
भाषा
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

कंपनी समाचार
डीएमएआईसी - मशीनीकृत भागों की निरंतर गुणवत्ता में सुधार की सुविधा प्रदान करना
2025-09-19कंपनी की गुणवत्ता नीति और प्रबंधन दर्शन "स्वयं को संतुष्ट करें, ग्राहकों को संतुष्ट करें, ईमानदार और भरोसेमंद बनें और उत्कृष्टता के लिए प्रयास करें" का पालन करते हुए, हम लगातार ग्राहकों को उच्च लागत-प्रभावशीलता और अधिक स्थिर गुणवत्ता के उत्पाद प्रदान करते हैं। हाल ही में, मशीनिंग कार्यशाला में, एक ऐसी घटना हुई है जहां कुछ प्रमुख प्रक्रियाओं के प्रमुख आयाम या ज्यामितीय सहनशीलता प्रसंस्करण के बाद अस्थिर हैं और 6-सिग्मा नियंत्रण आवश्यकताओं को पूरा करने में विफल हैं। कंपनी का प्रबंधन इसे बहुत महत्व देता है और वर्कशॉप गुणवत्ता सुधार कार्य बल स्थापित करने के लिए वर्कशॉप को बढ़ावा दिया है। इस टास्क फोर्स में संबंधित विभागों के नेता, संबंधित इंजीनियर, टीम लीडर और फ्रंट-लाइन उत्पादन कर्मचारी शामिल हैं। 6-सिग्मा सुधार की DMAIC पद्धति का उपयोग करके, एक व्यापक गुणवत्ता सुधार अभियान शुरू किया गया है। पृष्ठभूमि जांच, डेटा संग्रह, समस्या सारांश, कारण विश्लेषण, और अल्पकालिक और दीर्घकालिक सुधार उपायों के निर्माण जैसी सुधार गतिविधियों की एक श्रृंखला के माध्यम से, गुणवत्ता सुधार कार्य पूरी तरह से किया गया है। इस सुधार गतिविधि ने 6-सिग्मा सुधार उपकरणों को समानांतर तरीके से समझने, लागू करने और बढ़ावा देने में जमीनी स्तर के प्रबंधकों और कर्मचारियों की व्यावहारिक क्षमता को व्यापक रूप से बढ़ाया है। यह मशीनीकृत भागों की गुणवत्ता विशेषताओं की भिन्नता और उतार-चढ़ाव को कम करने में मदद करता है, जिससे मोटरों की समग्र विनिर्माण गुणवत्ता में सुधार होता है और ग्राहकों को बेहतर गुणवत्ता वाले उत्पाद प्रदान करने में मदद मिलती है।
DMAIC सुधार प्रक्रिया में पाँच चरण शामिल हैं: परिभाषित करें, मापें, विश्लेषण करें, सुधार करें और नियंत्रण करें। ये पाँच चरण एक पूर्ण-प्रक्रिया गुणवत्ता सुधार विधि का निर्माण करते हैं, और प्रत्येक चरण में कई कार्य चरण होते हैं। निम्नलिखित समस्या के सुधार का एक संक्षिप्त विवरण है कि डबल-समर्थित मशीन बेस और असर कक्ष असेंबली की असेंबली के बाद सामने और पीछे के असर वाले कक्षों की समाक्षीयता और असेंबली अंत चेहरे का रनआउट अस्थिर है:
01 परिभाषित करें
टीम के संबंधित सदस्यों ने एक विशेष गुणवत्ता सुधार बैठक आयोजित की और टीम के सुधार लक्ष्यों को परिभाषित करने के लिए विचार-मंथन किया:
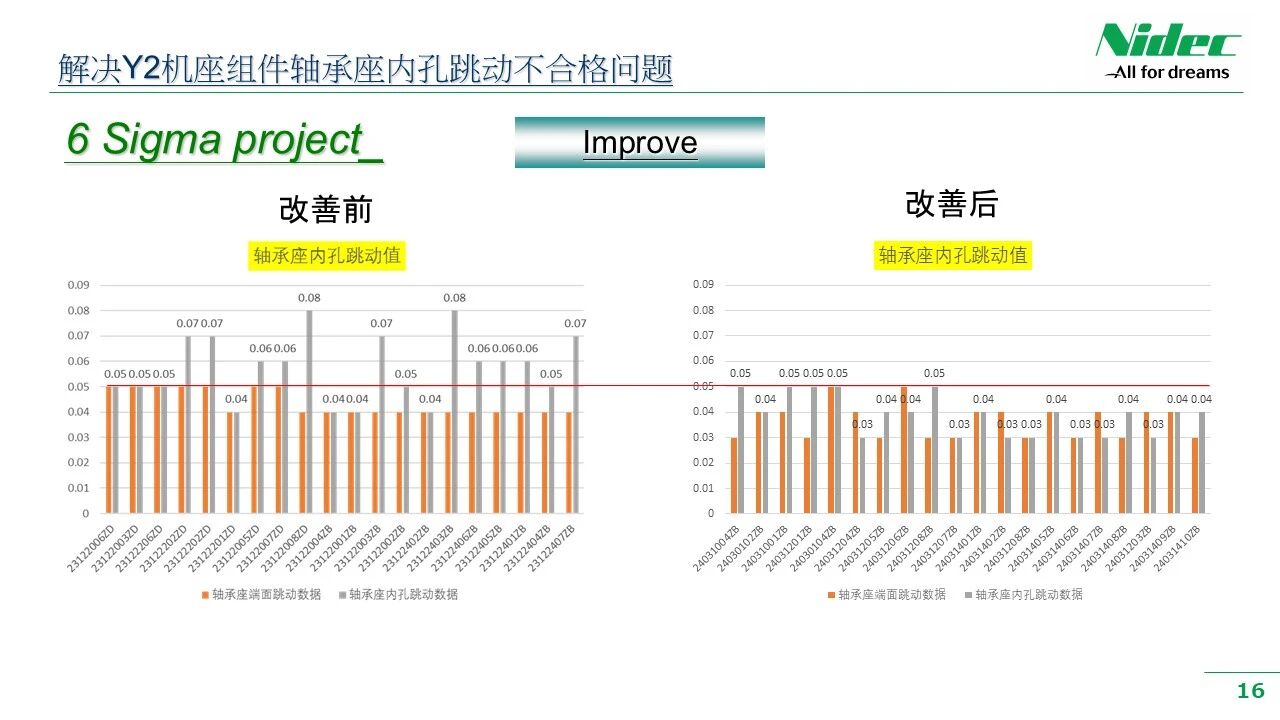
• ए) समस्या: डबल-समर्थित मशीन बेस असेंबली की असर वाली सीट के बारीक-मशीनीकृत आंतरिक छेद की समाक्षीयता अस्थिर है। असेंबली के बाद, यह पूरे मशीन बेस के असर कक्ष के सहिष्णुता से अधिक होने का कारण बनेगा, जो ड्राइंग आवश्यकताओं को पूरा नहीं करता है।
• बी) सुधार लक्ष्य: दोष दर 200 पीपीएम से कम है, और असर कक्ष का रनआउट 0.05 मिमी से कम है।

02 उपाय
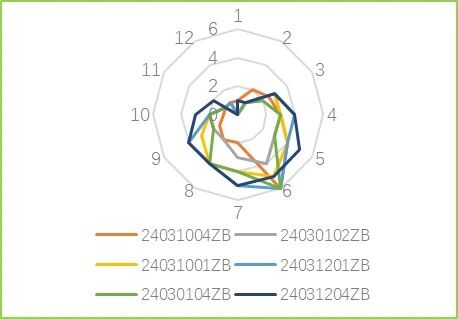
सुधार टीम ने मशीनिंग प्रक्रिया से संबंधित गुणवत्ता को प्रभावित करने वाले मापदंडों की एक तालिका तैयार की। इस तालिका के अनुसार, संबंधित प्रक्रियाओं के संचालकों ने डेटा एकत्र किया, जिसमें प्रक्रिया और प्रक्रिया अपघटन, कटिंग पैरामीटर सेटिंग्स, टूलींग और फिक्स्चर की मुख्य पैरामीटर सेटिंग्स, पोजिशनिंग और क्लैंपिंग बल सेटिंग्स और अन्य संबंधित पैरामीटर शामिल हैं। डेटा संग्रह पूरा होने के बाद, वर्तमान माप प्रणाली की प्रभावशीलता का वस्तुनिष्ठ मूल्यांकन करने के लिए एक रडार चार्ट का उपयोग किया जाता है।
• एक। मूल्यांकन पैरामीटर्स को परिभाषित करें
विचार-मंथन के लिए कारण - और - प्रभाव फिशबोन आरेख का उपयोग करते हुए, 5M2E (मानव, मशीन, सामग्री, विधि, माप, पर्यावरण, ऊर्जा) में संभावित कारण - प्रभावित करने वाले कारकों को सूचीबद्ध करें और एक सूची के रूप में स्रोत डेटा एकत्र करें। उदाहरण के लिए, क्लैम्पिंग बल और विरूपण के बीच संबंध, मशीन टूल की गति और कटिंग पैरामीटर सेटिंग्स के बीच संबंध, और मशीन टूल के सटीकता पैरामीटर।
• बी। डेटा जुटाओ
मुख्य गुणवत्ता विशेषताओं और मुख्य प्रक्रिया आउटपुट चर की पुष्टि करने के बाद, मुख्य प्रक्रिया इनपुट चर का पता लगाएं। प्रोसेस इंजीनियर कर्मचारियों को डेटा एकत्र करने के लिए मार्गदर्शन करता है।
• सी। मापे गए डेटा का मूल्यांकन करें
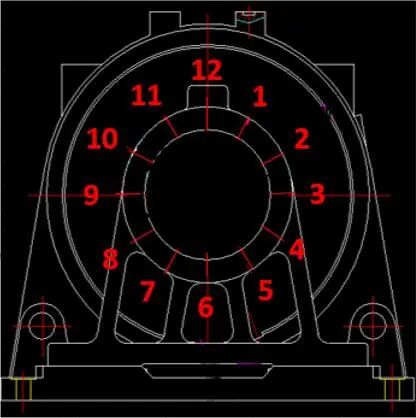
मुख्य प्रक्रिया चर से एकत्र किए गए स्रोत डेटा के आधार पर, माध्य, विचरण और मानक विचलन जैसे सांख्यिकीय डेटा की गणना करें। आगे के विश्लेषण के लिए पेरेटो चार्ट, एक्स/आर नियंत्रण चार्ट या रडार चार्ट बनाएं। उदाहरण के लिए, डेटा रडार चार्ट के माध्यम से, हम देख सकते हैं कि मशीन बेस असेंबली की असर सीट के आंतरिक छेद का रनआउट असर सीट के आंतरिक छेद के विरूपण के कारण होता है। इस निष्कर्ष के आधार पर, हम लक्षित तरीके से कारणों का विश्लेषण कर सकते हैं।
03 विश्लेषण करें
टीम एकत्र किए गए डेटा पर गहराई से कारण विश्लेषण करने और मूल कारण का पता लगाने के लिए पीएफएमईए (प्रक्रिया विफलता मोड और प्रभाव विश्लेषण) और फिशबोन आरेख जैसे विश्लेषण उपकरणों का उपयोग करती है। इसमें डेटा के वितरण की पहचान करना, परिवर्तन के रुझान, आउटलेर्स की पहचान करना, प्रक्रिया चर के बीच संबंधों का विश्लेषण करना और संभावित समस्याओं के मूल कारणों का निर्धारण करना शामिल है। समस्याओं और कारणों के बीच संबंध स्थापित करके, टीम समस्या की प्रकृति की गहरी समझ बना सकती है और प्रभावी समाधान तैयार करने की नींव रख सकती है। उदाहरण के लिए, असर वाली सीट के आंतरिक छेद के रनआउट डेटा के रडार चार्ट के विश्लेषण के माध्यम से, हम यह निष्कर्ष निकाल सकते हैं कि इस समस्या के कारणों में मशीनिंग कठोरता और मशीनिंग केन्द्रापसारक बल का प्रभाव शामिल है। डीओई (प्रयोगों का डिज़ाइन) सिद्धांत के अनुसार, एक सुधार योजना यह सत्यापित करने के लिए डिज़ाइन की गई है कि कारण परिकल्पना वैध है या नहीं, और फिर मूल कारण पाया जाता है।
04 सुधार करें
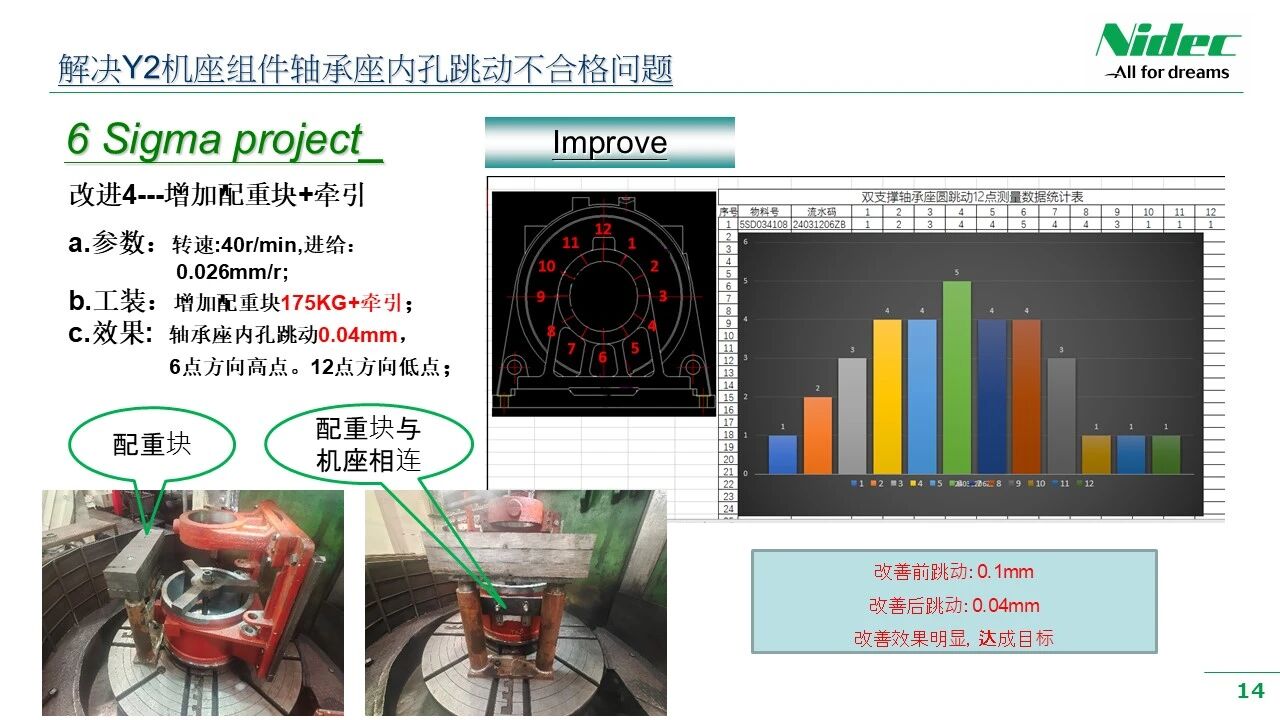
विश्लेषण और सत्यापन के परिणामों के आधार पर, टीम लक्षित समाधान प्रस्तावित और कार्यान्वित करती है। इसमें प्रक्रिया अनुकूलन, प्रौद्योगिकी उन्नयन, संचालन सुधार और अन्य पहलू शामिल हो सकते हैं। यह महत्वपूर्ण है कि टीम को समाधानों की प्रभावशीलता को सत्यापित करने की आवश्यकता है ताकि यह सुनिश्चित हो सके कि वे वास्तविक संचालन में अपेक्षित परिणाम दे सकें। एक बार सत्यापन सफल हो जाने पर, टीम यह सुनिश्चित करने के लिए प्रक्रिया विवरण और संचालन विधियों को अपडेट करेगी कि नए समाधानों को मानकीकृत किया जा सके और मशीनिंग प्रक्रिया के दौरान सुधार परिणामों को बढ़ावा दिया जा सके। उदाहरण के लिए, Y2 श्रृंखला मशीन बेस असेंबली की रनआउट समस्या को हल करते समय, हमारी टीम ने विश्लेषण चरण में विश्लेषण किए गए परिणामों के आधार पर लक्षित समाधान प्रस्तावित किए। इन समाधानों में बेयरिंग सीट की निलंबित स्थिति में समर्थन बिंदु जोड़ना, कठोरता बढ़ाने के लिए मशीन बेस के पैरों पर स्टील प्लेट जोड़ना और मशीन बेस के पैरों के विपरीत काउंटरवेट जोड़ना शामिल है। फिर, यह पुष्टि करने के लिए कि प्रसंस्करण सत्यापन डेटा टीम के अपेक्षित लक्ष्यों को पूरा करता है, परीक्षण प्रसंस्करण सत्यापन एक-एक करके किए गए, और अंततः एक प्रभावी समाधान पाया गया।
05 नियंत्रण
नियंत्रण चरण DMAIC पद्धति की अंतिम कड़ी है और सुधार परिणामों की स्थिरता सुनिश्चित करने की कुंजी भी है। इस चरण में, टीम एक नियंत्रण योजना बनाएगी और कार्यान्वित करेगी, जिसमें प्रक्रिया की निगरानी, असामान्य प्रबंधन और निरंतर सुधार शामिल होंगे। प्रक्रिया प्रदर्शन की नियमित रूप से निगरानी करके और नियंत्रण रणनीति को समायोजित करके, टीम यह सुनिश्चित कर सकती है कि प्रक्रिया हमेशा नियंत्रित स्थिति में है और समस्या को दोबारा होने से रोक सकती है।
मशीनिंग कार्यशाला की कई सुधार टीमों में सिक्स सिग्मा डीएमएआईसी सुधार उपकरण के विशिष्ट अनुप्रयोग के माध्यम से, प्रक्रिया की गुणवत्ता में सुधार के लिए इस उपकरण का लगातार उपयोग करने के लिए सभी कर्मचारियों की जागरूकता और व्यावहारिक क्षमता में सुधार हुआ है। इसने कार्यशाला में सभी कर्मचारियों के नवाचार और सुधार जीवन शक्ति को प्रेरित किया है, भविष्य में सुधार परियोजनाओं में डीएमएआईसी पद्धति के व्यापक और गहन अनुप्रयोग को बढ़ावा दिया है, गुणवत्ता की असामान्य समस्याओं का विश्लेषण और समाधान करने के लिए मशीनिंग कार्यशाला में सभी कर्मचारियों की क्षमता में काफी वृद्धि की है, और कर्मचारियों को सुधार प्रक्रिया में सीखने, अभ्यास करने और सुधार परिणामों का आनंद लेने का आनंद लेने में सक्षम बनाया है।
समाचार अनुशंसाएँ

मुलाकात "नी" | निडेको एलेवेटर कंपोनेंट्स ने 2026 चीन अंतर्राष्ट्रीय एलेवेटर प्रदर्शनी में डेब्यू किया
2026-06-20
निडेक एलिवेटर कंपोनेंट्स गुआंग्डे कंपनी लिमिटेड ने कोर एलिवेटर कंपोनेंट्स के लिए वैश्विक इंटेलिजेंट मैन्युफैक्चरिंग अपग्रेड को सशक्त बनाते हुए शानदार शुरुआत की
2026-06-20
सिल्क रोड पर नए अवसर: कजाकिस्तान के एलिवेटर मार्केट की खोज
2026-06-20
निडेक अल्ट्रा-थिन मशीन रेट्रोफिट समाधान
2026-03-21
स्टेटर के लिए मॉड्यूलर सिंगल टीथ वाइंडिंग उच्च-कुशल उत्पादन के लिए एक नया मानक स्थापित करता है
2026-03-02